Important Questions for Class 10 English Literature Chapter 5 Patol Babu, Film Star are part of Important Questions for Class 10 English Literature. Here we have given Important Questions for Class 10 English Literature Chapter 5 Patol Babu, Film Star.
Important Questions for Class 10 English Literature Chapter 5 Patol Babu, Film Star
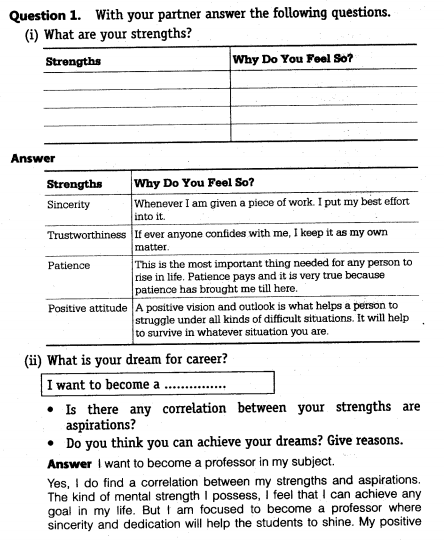
attitude will help them to come out from difficult situations. And with my experience I will be able to guide them in the best way possible. Yes, I can and will surely achieve my dreams. A will pursue honors in my subject and then I will go ahead with a Masters in the subject Teaching is in my blood because my parents are teaching in a high school. I tutor the children living near my house who cannot afford expensive tuitions, This helps them and I too have started getting practice in this profession.
Question 2. Answer the following questions briefly.
(a) What was the news that Nishikanto Ghosh gave patol Babu?
Answer Nishikanto Ghosh told Patol Babu that his youngest brother-in-law was in search of an actor for a scene in a film, He required a person who would be in his fifties, short and bald-headed. It reminded him of Patol Babu and thus he came to give. the news to
(b) How did Patol Babu react? Why?
Answer Patol Babu was very excited. Going through a mundane life and a routine existence. he never expected such news at the age of fifty-two. when he had given up acting twenty years ago and was living like a common unknown person.
(c) Why had Patol Babu lost his first job in Calcutta?
Answer Patol Babu had a very smooth life till he lost his first job in Calcutta. There was a sudden retrenchment in his office due to the war which cost him his nine year old job.
(d) How does Patol Babu reconcile to the dialogue given to him?
Answer Patol Babu initially lost his temper when he came to know about his dialogue, He later regained composure when he remembered the words of his mentor and guru Mr Gogon Pakrashi who said that each word spoken in a play is like a fruit on a tree, Not everyone in the audience has access to it But an actor must know
how to pluck it and get at its essence and serve it up to the audience for their edification. These words helped’ Patol Babu to reconcile to the dialogue given to him.
(e) Who was Mr Prakashi? How do his words help Patol Babu in enacting his role?
Answer Mr Prakashi was Patol Babu’s mentor and guru. Hs words proved to be a source Of inspiration to Patol Babu in this testing time. After remembering his words he was able to fight with his initial apprehensions to go ahead With his dialogue.
(f) How do we know that Patol Babu was a meticulous man?
Answer: Patol Babu was a meticulous man because he rehearsed Well before his shot. Although his part was very small he thought to deliver it with perfection and at one go. He rehearsed his dialogue in various ways with different emotions. to come out with the best one.
(g) Why did Mr Mullick turn down Patol Babu’s request for a rehearsal ?
Answer: Mr Mullick turned down Patol Babu’s request for a rehearsal because they had to perform the scene in sunlight and there was a large patch of cloud approaching. To finish it off fast he tu ned down his request,
(h) What were the special touches that Patol Babu to his role to make it more authentic?
Answer: Patol Babu practised his dialogue in different Ways. He discovered that every time a person uttered ‘Oh’, it had a different emotion- It could be high or low pitched, starting high and ending bw, starting and ending high, short or long drawn. gave it various attempts to come out with the best one, which was his way to make his role authentic.
More Resources for CBSE Class 10
- NCERT Solutions
- NCERT Solutions for Class 10 Science
- NCERT Solutions for Class 10 Maths
- NCERT Solutions for Class 10 Social
- NCERT Solutions for Class 10 English
- NCERT Solutions for Class 10 Hindi
- NCERT Solutions for Class 10 Sanskrit
- NCERT Solutions for Class 10 Foundation of IT
- RD Sharma Class 10 Solutions
Question 3. Discuss the following questions in detail and write the answers in your notebooks?
(a) hope the part calls for dialogue’. Who this? Why does he/she ask this question?
Answer These lines are spoken by Patol Babu to NareshDutt. He asks this question because he thought that every actor had a role to play With certain dialogues. He knew this all the rue well because he had worked in a theatre when he was young. He knew that dialogues require practice and therefore demanded them
beforehand so that he could rehearse well before the final shoot.
(b) Were these people pulling his legs? Was the whole thing a gigantic hoax? A meek, harmless man like him, and they had to drag him into the middle of the city to make i laughing stock out of him. How could anyone be so cruel?’ Why does Patol Babu have these thoughts?
Answer It was very natural on Patol Babu’s part to have such thoughts. When he came to know what his dialogue and role was, he was almost taken aback. He felt humiliated and this Was more so because at one time he had been a very great stage actor. people used to be very anxious to see him on stage. After having been an actor demand, it was very difficult for him to get such a short and insignificant role
(c) Patol-Babu is an amateur actor br whom a äk-on part in a movie turns into an ultimate challenge. Discuss.
Answer When Patol Babu got his role he was upset in the beginning. Afterwards he settles down when he remembers the words of his mentor. who had told him that no role is too small. To put n the best efforts in whatever role you get is the actual work of an artist. is what he had been taught. Therefore, he takes this role as a challenge. He sorted out ways to recite his dialogue which was just the one word ‘Oh’. It had now become a challenge for him to act his part in the best way possible.
(d) Do you agree with the statement that Patol Babu is a practical man who comes to terms with whatever life has to offer? Give reasons for your answer.
Answer Of course Patol Babu is a very practical man. From the very beginning he has taken his life as it came. He was when he had a smooth life with a secure job and when he lost his he struggled with perseverance. He changed jobs some by nature and others due to circumstances, which is evidence to portray him as a
practical man. He had never created any fuss with anybody He readily agrees to go for the shoot when his friend brought him the offer of a role.
(e) Why does Patol Babu walk away before he can be paid for his role? What does this reveal about his character?
Patol Babu walks away before he is paid role because he knew what he would be paid would be a trivia’ arncn_.nt which would hurt him. being an actor. It that he feels those people to be commercialised Who cannot recognise and appreciate actual talent. He felt that the satisfaction to deliver his dialogue
flawlessly was his actual gain. The satisfaction was his payment and he did not wish to sell this satisfaction. This lets us know genuine Patol Babu was. He was a passionate actor who worked just for the sake of love for the work and not for material gains.
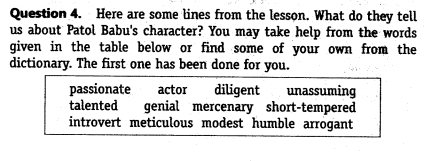
(a) That an offer to act in a film could come to a 52 year old nonentity like him was beyond his wildest dreams unassuming, modest
(b) Indeed, there was a time when people bought tickets especially to see him…..
(c) ‘I was with Hudson and Kimberley for nine years and wasn’t late for a single
(d) It didn’t matter if the part was small, but, if he had to make the most of it, he had to learn his lines beforehand. How small he would feel if he muffed in the presence of so many people? —
(e) Patol Babu cleared his throat and started enunciating the syllable in various ways. Along with that he worked out how he would react physically when the collision took place—how his features would be twisted in pain, how he would fling out his arms, how his body would crouch to express pain and surprise—all these he performed in various ways in front Of a large glass window? .
(f) It is true that he needed money very badly, but what was twenty rupees when measured against the intense satisfaction of a small job done with perfection and dedication?
(b) Famous, talented, worthy,
(c) Punctual, dedicated. sincere
(d) Perfectionist, meticulous, diligent
(e) Passionate actor, careful, meticulous
(f) satisfied, dedicated
Question 5. Here are some lines from the lesson. Match the meanings of the underlined words with their meanings listed below.
(a) Then he had a job in a Bengali firm stimulate the imagination which he gave up in disgust when his boss began to treat him in too high-handed a fashion
(b ) A faint memory was stirred up in to surrender or relinquish Patol Babu’s mind.
(c) At first he opened a variety store staged, which he had to wind up after five years
(d) In Jatras, in amateur theatricals, to gain control over one’s in plays by the club in his actions neighbourhood, Patol Babu was always in demand
(e) Patol Babu was about to step forward shut down when he was pulled up short by a voice shouting ‘Silence!’
(f) Patol Babu pulled himself together stopped
Answer:
(a) gave up — to Surrender or relinquish
(b) stirred up — stimulate the imagination
(c) up — shut down
(d) put up—staged
(e) pulled up — Stopped
(f) puled himself together— to gain control over One’s actions
Important Questions for Class 10 English Literature Chapter 5 Patol Babu, Film Star will help you. If you have any query regarding Important Questions for Class 10 English Literature Chapter 5 Patol Babu, Film Star, drop a comment below and we will get back to you at the earliest.